 O'zbek
O'zbek English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba










SMT trafaretini ishlab chiqarish jarayoni spetsifikatsiyasi trafaret sifati va aniqligini taʼminlash uchun bir nechta muhim komponentlar va qadamlarni oʻz ichiga oladi. Endi ' {49091012} {49091912} haqida bilib oling 8} asosiy elementlar SMT trafaretlarini ishlab chiqarish:
1. Ramka: Kadr olinadigan yoki mahkamlangan boʻlishi mumkin. Olib tashlanadigan ramkalar stencil varag'ini o'zgartirish orqali ramkani qayta ishlatishga imkon beradi, qattiq ramkalar esa to'rni ramkaga yopishtirish uchun yopishtiruvchi vositadan foydalanadi. Ramka o'lchami DEK 265 va MPM UP3000 modellari kabi mashinalar uchun 29 "x 29" (736 x 736 mm) kabi umumiy o'lchamlarga ega bo'lgan lehim pastasi printerining talablari bilan belgilanadi. Ramka materiali odatda alyuminiy qotishmasi bo'lib, qalinligi 40 ± 3 mm va tekislik tolerantligi 1,5 mm dan oshmaydi.
2. Toʻr: Toʻr trafaret varagʻi va romni mahkamlash uchun ishlatiladi va zanglamaydigan poʻlat sim yoki yuqori polimer poliesterdan tayyorlanishi mumkin. Zanglamas po'latdan yasalgan to'r odatda 100 ga yaqin to'rlar soni bilan ishlatiladi, bu barqaror va etarli kuchlanishni ta'minlaydi. Polyester mash, shuningdek, chidamliligi va deformasyona qarshilik uchun ishlatiladi.
3. Stencil varagʻi: Stencil varagʻi yoki folga qalinligi 0,08 mm dan 0,3 mm (4-12 MIL) gacha boʻlgan zanglamaydigan poʻlat kabi materiallardan tayyorlanadi. Materialni va qalinligini tanlash trafaretning chidamliligi, korroziyaga chidamliligi, egiluvchanligi va termal kengayish koeffitsienti uchun juda muhimdir, bu esa stencilning xizmat qilish muddatiga bevosita ta'sir qiladi.
4. Yelim: Ramka va trafaret varagʻini yopishtirish uchun ishlatiladigan yopishtiruvchi trafaretning ishlashida muhim rol oʻynaydi. Kimyoviy reaksiyaga kirishmasdan, kuchli bog'lanishni saqlab turishi va turli xil stencil tozalash solventlerine qarshilik ko'rsatishi kerak.
5. Stencil yaratish jarayoni: Stencil yasash jarayoni lazer bilan kesish, kimyoviy qirqish yoki elektroformatsiyalash kabi turli usullarni oʻz ichiga olishi mumkin. Lazerni kesish - bu yuqori energiyali lazerlardan stencil varag'ini aniq kesish uchun ishlatiladigan keng tarqalgan usul, so'ngra teshik devorlarining pürüzlülüğünü kamaytirish uchun elektropolishing. Bu usul nozik ohangli qurilmalar uchun javob beradi va yuqori darajadagi aniqlik va tozalikni ta'minlaydi.
6. Stencil dizayni: Stencil dizayni lehim pastasini bosib chiqarish jarayoni sifatini nazorat qilish uchun muhim bo'lgan diafragma o'lchamini o'z ichiga oladi. Diafragma o'lchami, odatda, lehim to'plari yoki ko'prik kabi muammolarni oldini olish uchun, ayniqsa, nozik o'lchamli qurilmalar uchun, PCBdagi yostiq o'lchamidan biroz kichikroqdir.
7. Stencil tarangligi: trafaretning tarangligi uning ishlashi uchun muhim va odatda trafaret varag‘idagi to‘qqiz nuqtada o‘lchanadi. Taranglik belgilangan diapazonda bo'lishi kerak, masalan, yangi stencil varaqlari uchun 40N/sm dan katta yoki teng bo'lishi kerak va agar u 32N/sm dan past bo'lsa, almashtirilishi kerak.
8. Nuqtalarni belgilang: trafaretdagi belgi nuqtalari bosib chiqarish jarayonida tenglikni tenglashtirish uchun juda zarur. Ushbu nuqtalarning soni va joylashuvi PCB'deki belgi nuqtalariga mos kelishi kerak.
9. Stencil qalinligini tanlash: trafaret varaqining qalinligi tenglikni eng kichik maydonchasi va komponent oʻlchamiga qarab tanlanadi. Yupqaroq trafaretlar nozik qadamlar uchun ishlatiladi, qalinroq trafaretlar esa kattaroq maydonlar uchun ishlatiladi.
Xulosa qilib aytganda, trafaretdan foydalanish boʻyicha yoʻriqnomalar quyidagi nuqtalarda ifodalanishi mumkin:
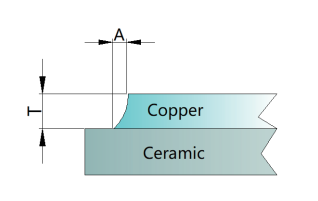
1. Teshiklar tabiiy ravishda trapezoidal bo'lib, yuqori diafragma odatda pastki qismidan 1-5mil kattaroqdir, bu esa lehim pastasini chiqarishni osonlashtiradi.
2. Diafragma oʻlchami tolerantligi taxminan 0,3 dan 0,5 milyagacha, joylashishni aniqlash aniqligi esa 0,12 milliondan kam.
3. Narxi kimyoviy oʻymakdan yuqori, lekin elektroformatsiyalangan trafaretlardan pastroq.
4. Teshik devorlari elektroformatsiyalangan shablonlarnikidek silliq emas.
5. Shablonni tayyorlash uchun umumiy qalinligi 0,12 dan 0,3 mm gacha.
6. Odatda 20mil yoki undan kichikroq komponent oraligʻi qiymatlari bilan chop etish uchun tavsiya etiladi.
Ushbu spetsifikatsiyalar va jarayonlarga rioya qilgan holda, Sanxis yuqori aniqlik va SMT uchun mos boʻlishini taʼminlaydi. va ishonchli lehim pastasini bosib chiqarish.
Keyingi yangiliklar maqolasida biz SMT trafaretlarini tayyorlash uchun dizayn talablari bilan tanishamiz.
